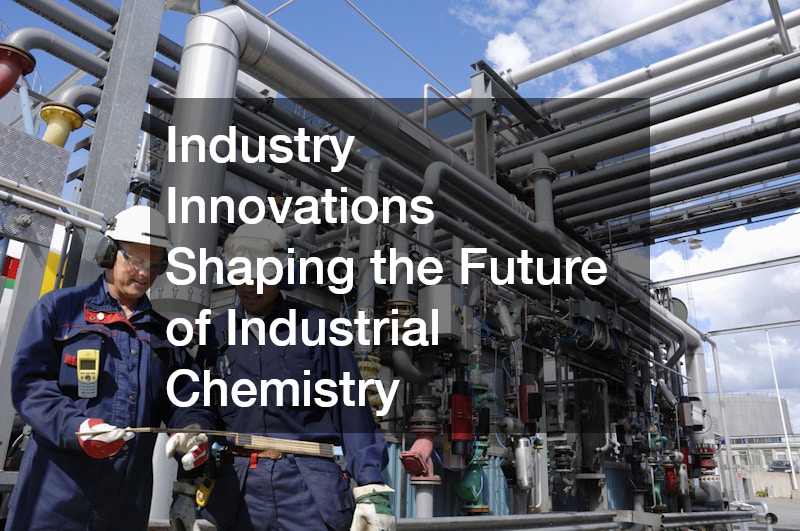
Industrial chemistry has long driven technological advancement, providing the foundation for countless products and services. From materials used in construction to chemicals powering manufacturing, innovations in this field continually shape how industries operate. Today, there is a growing focus on efficiency, sustainability, and safety, pushing companies to adopt methods that improve production while minimizing environmental impact.
The scope of industry innovations spans multiple areas, from safer excavation methods to responsible recycling practices. Each advancement reflects a commitment to smarter operations, enhanced product quality, and environmental stewardship. In this blog, we explore pioneering developments shaping industrial chemistry, highlighting how these innovations improve workflows, conserve resources, and foster sustainable growth.
Revolutionizing Safe and Efficient Digging Techniques
The demand for safer and more efficient excavation methods has led to remarkable breakthroughs in industrial chemistry. Traditional digging methods often involve significant risks, including structural damage and potential injury to personnel. To address these challenges, hydrovac excavation has emerged as a highly effective alternative that minimizes hazards while maintaining operational efficiency.
Hydrovac excavation employs high-pressure water combined with a vacuum system to remove soil, exposing underground utilities without the need for mechanical digging. This approach drastically reduces the risk of damaging critical infrastructure, such as gas lines, water mains, and electrical conduits. The precision of hydrovac excavation not only enhances safety but also reduces the time and cost associated with corrective measures that can arise from traditional digging errors.
Industry innovations in this field continue to focus on improving the technology’s efficiency and reliability. For instance, the development of specialized nozzles and advanced vacuum systems enables operators to handle more complex excavation tasks with minimal disruption. As more construction and utility projects adopt hydrovac excavation, its role as a benchmark for safe and precise digging becomes increasingly evident.
Maximizing Resource Efficiency With Advanced Recovery Methods
Resource efficiency has become a central concern for chemical industries, prompting significant research into catalyst recycling. Catalysts play a critical role in accelerating chemical reactions and enabling efficient production, but their disposal has historically posed environmental and financial challenges. Through innovative recovery methods, companies are now able to reclaim and reuse catalysts, reducing waste and lowering production costs.
Catalyst recycling involves the careful extraction and purification of spent catalytic materials so that they can be redeployed in new chemical processes. This not only extends the lifecycle of expensive catalysts but also mitigates the environmental burden associated with chemical waste. Advanced industry innovations, such as spectroscopy and high-performance chromatography, allow for precise identification of contaminants, ensuring that recycled catalysts meet stringent quality standards.
Innovations in this area are pushing the boundaries of what is possible. Automated recycling systems, for example, can handle complex reactions on an industrial scale, improving throughput while maintaining consistent performance. Research into novel catalytic materials that are easier to recover is helping to create a circular economy within chemical manufacturing. By focusing on catalyst recycling, companies are demonstrating that efficiency and sustainability can go hand in hand.
Innovations in Lightweight and Durable Material Production
The demand for versatile, lightweight, and durable materials has led to significant advancements in polyurethane foam fabrication. Polyurethane foam is widely used across industries, from automotive and aerospace to packaging and construction, due to its excellent insulation, cushioning, and structural properties. Recent innovations have improved both the production process and the material’s performance characteristics.
Polyurethane foam fabrication now employs precision-controlled chemical reactions that enhance the uniformity and strength of the final product. Innovations include the use of environmentally friendly blowing agents and improved catalysts, which reduce emissions and waste during production. Additionally, advanced foaming techniques allow manufacturers to tailor density, elasticity, and thermal insulation properties according to specific application needs.
Industry innovations in this field have enabled companies to create foams that are not only stronger and lighter but also more sustainable. These developments illustrate the transformative power of chemical engineering when applied to everyday materials, offering solutions that meet the evolving demands of modern industry. The evolution of polyurethane foam fabrication exemplifies the way targeted innovations in industrial chemistry can enhance product quality and sustainability simultaneously, ensuring that industries are equipped with materials that are both practical and responsible.
Enhancing Coating Precision and Surface Protection
Surface finishing plays a crucial role in the durability, aesthetics, and functionality of manufactured products. Electrostatic painting has emerged as a highly effective technique for achieving uniform coatings while minimizing material waste. By leveraging the principles of electrostatics, this process ensures that paint particles adhere evenly to surfaces, even in hard-to-reach areas.
Electrostatic painting involves charging paint particles as they leave the spray gun, which are then attracted to the grounded object being coated. This method provides superior coverage and reduces overspray, resulting in both cost savings and environmental benefits. The precision of electrostatic painting also allows manufacturers to achieve consistent finishes across complex geometries, which is essential in industries such as automotive and aerospace.
Industry innovations continue to refine electrostatic painting processes. Advanced robotics and automated spray systems enable consistent application on a large scale, while software-controlled settings optimize particle charge and spray patterns for different materials. These improvements not only enhance the quality of coatings but also improve safety and efficiency in production environments. The adoption of electrostatic painting demonstrates how chemical and engineering principles can converge to produce precise, high-quality results.
Streamlining Packaging Solutions for the Modern Market
In the rapidly evolving consumer goods sector, efficient and scalable packaging is essential. PET preform manufacturing has emerged as a cornerstone of modern packaging solutions, providing the raw material for lightweight, durable, and recyclable containers. These preforms, which are later molded into bottles and other packaging forms, allow manufacturers to produce consistent, high-quality products at scale.
PET preform manufacturing involves the precise injection and molding of polyethylene terephthalate into preforms that meet specific dimensional and material requirements. Innovations in this field focus on enhancing production speed, reducing energy consumption, and improving recyclability. Advanced monitoring systems ensure that each product meets strict quality standards, while innovations in mold design allow for greater customization of container shapes and sizes.
The benefits of these innovations extend beyond operational efficiency. By optimizing the manufacturing process, companies can reduce material waste, improve product integrity, and create packaging that meets growing sustainability demands. PET preform manufacturing exemplifies how industry innovations can provide practical solutions that address both business and environmental goals, supporting the production of modern packaging that is efficient, flexible, and responsible.

Strengthening Construction With Next-Gen Methods
Modern construction relies heavily on high-performance materials to ensure safety, longevity, and structural integrity. Rebar fabrication has seen significant advancements, providing reinforced concrete with superior strength and durability. Innovative methods in rebar production allow manufacturers to customize steel properties, enhancing performance under diverse stress conditions.
Rebar fabrication now incorporates advanced alloying techniques and precise shaping processes to produce reinforcement materials that meet exacting standards. Industry innovations also focus on corrosion resistance, a critical factor in extending the lifespan of reinforced structures. Additionally, automated cutting and bending systems improve production efficiency while maintaining dimensional accuracy.
These innovations are transforming the construction sector by providing engineers and builders with materials that deliver both reliability and efficiency. The integration of quality control technologies and process automation ensures that rebar fabrication meets modern demands for safety, sustainability, and performance. Through these advancements, industrial chemistry is contributing directly to the construction of resilient infrastructure that can withstand evolving environmental and structural challenges.
Unlocking Versatile Applications From Natural Compounds
Lecithin manufacturing has gained prominence as industries increasingly seek natural, multifunctional compounds. Lecithin, a naturally occurring phospholipid, is widely used in food, pharmaceuticals, cosmetics, and other applications due to its emulsifying, stabilizing, and health-promoting properties. Innovations in manufacturing processes have improved both yield and purity, enabling broader applications across various sectors.
Modern lecithin manufacturing employs techniques such as enzymatic modification and solvent-free extraction to produce high-quality compounds while minimizing environmental impact. Emerging techniques focus on optimizing production efficiency, ensuring consistency, and enhancing functional properties, such as solubility and emulsification. These improvements allow manufacturers to create lecithin products tailored for specific industrial needs, from enhancing food texture to stabilizing pharmaceutical formulations.
The growing demand for versatile natural compounds highlights the role of industrial chemistry in bridging science and practical application. By refining lecithin manufacturing processes, companies are unlocking new possibilities for product innovation, demonstrating how industry innovations can transform raw materials into high-value, multifunctional solutions.
Advanced Solutions for Purification and Filtration Needs
The need for clean, pure, and safe materials drives ongoing innovation in high activated carbon products. Activated carbon is highly effective in removing impurities from liquids and gases, making it a critical component in water treatment, air purification, and chemical processing. Advances in production and application methods have enhanced its performance and broadened its industrial relevance.
High activated carbon products are now manufactured using techniques that increase surface area, porosity, and adsorption capacity. Industry innovations include the development of tailored carbon grades designed for specific filtration challenges, from removing trace contaminants to industrial-scale purification. Additionally, advanced activation processes reduce energy consumption and improve sustainability, reflecting the growing emphasis on environmentally responsible production.
By improving the efficiency and versatility of high activated carbon products, industrial chemistry enables companies to meet strict safety and quality standards. These innovations underscore the critical role of chemical engineering in solving complex purification challenges, ensuring that materials and processes are both effective and sustainable.

Cultivating Innovation With Specialized Workforce Development
Innovation in industrial chemistry is not limited to materials and processes; it also depends on a skilled and specialized workforce. Talent engineering represents a strategic approach to cultivating the expertise necessary to drive continuous improvement and research. By combining technical training with strategic workforce planning, organizations can ensure that their teams remain at the cutting edge of industry innovations.
Talent engineering involves identifying skill gaps, designing training programs, and fostering an environment that encourages experimentation and problem-solving. Innovations in this area include mentorship initiatives, digital learning platforms, and cross-disciplinary collaboration, all aimed at preparing professionals to tackle complex industrial challenges. By investing in talent engineering, companies can accelerate innovation cycles, improve operational efficiency, and maintain a competitive advantage in a rapidly evolving sector.
This focus on workforce development highlights the human dimension of industrial chemistry. While technology and processes are essential, it is the creativity, expertise, and adaptability of skilled professionals that ultimately drive sustained progress and innovation across industries.
Pioneering Sustainable Approaches to Environmental Challenges
Sustainability has become a central objective for modern industrial chemistry, prompting breakthroughs in biodegradation research. Biodegradation research focuses on developing chemical processes and materials that break down naturally, reducing environmental impact and promoting circular economy principles. These initiatives are essential in addressing global concerns such as plastic pollution, waste management, and resource conservation.
Industry innovations in biodegradation research include the design of biodegradable polymers, the development of enzymatic degradation systems, and the integration of eco-friendly additives in manufacturing. These approaches not only facilitate the breakdown of synthetic materials but also enhance overall process efficiency and safety. By leveraging these advancements, industries can reduce reliance on non-renewable resources and minimize the environmental footprint of chemical production.
The application of biodegradation research demonstrates how industrial chemistry can align economic and environmental priorities. It illustrates the potential for scientific innovation to create solutions that are both commercially viable and ecologically responsible, paving the way for a more sustainable future in manufacturing and chemical processing.
The field of industrial chemistry is undergoing a transformative period driven by innovation, sustainability, and the pursuit of efficiency. From the precision of hydrovac excavation to the environmental promise of biodegradation research, industry innovations are reshaping every aspect of chemical production and application. Companies are finding new ways to optimize resources, enhance safety, and reduce environmental impact, illustrating the potential of chemistry to solve complex challenges in diverse sectors.
These developments paint a compelling picture of a field in constant evolution, one where creativity, technology, and sustainability converge to shape the future. As industries continue to embrace these innovations, the potential for safer, more efficient, and environmentally conscious chemical processes becomes increasingly attainable. The ongoing commitment to research, collaboration, and workforce development ensures that industrial chemistry will remain a cornerstone of progress, providing the solutions necessary to meet the demands of a rapidly changing world. By integrating these innovations into everyday practices, companies are not just advancing their operations—they are laying the foundation for a smarter, more sustainable future.